Milling is the
machining process of using rotary
cutters to remove material from a workpiece by advancing (or
feeding) in a direction at an angle with the axis of the tool. It covers a wide variety of different operations and machines, on scales from small individual parts to large, heavy-duty gang milling operations. It is one of the most commonly used processes in industry and machine shops today for machining parts to precise sizes and shapes.
Milling can be done with a wide range of
machine tools. The original class of machine tools for milling was the milling machine (often called a mill). After the advent of
computer numerical control (CNC), milling machines evolved into machining centers (milling machines with automatic tool changers, tool magazines or carousels, CNC control, coolant systems, and enclosures), generally classified as vertical machining centers (VMCs) and horizontal machining centers (HMCs). The integration of milling into
turning environments and of turning into milling environments, begun with live tooling for lathes and the occasional use of mills for turning operations, led to a new class of machine tools, multitasking machines (MTMs), which are purpose-built to provide for a default machining strategy of using any combination of milling and turning within the same work envelope.
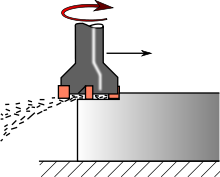
Face milling process (cutter rotation axis is vertical)
Milling is a
cutting process that uses a
milling cutter to remove material from the surface of a workpiece. The milling cutter is a rotary
cutting tool, often with multiple cutting points. As opposed to
drilling, where the tool is advanced along its rotation axis, the cutter in milling is usually moved perpendicular to its axis so that cutting occurs on the circumference of the cutter. As the milling cutter enters the workpiece, the cutting edges (flutes or teeth) of the tool repeatedly cut into and exit from the material, shaving off
chips (swarf) from the workpiece with each pass. The cutting action is shear deformation; material is pushed off the workpiece in tiny clumps that hang together to a greater or lesser extent (depending on the material) to form chips. This makes metal cutting somewhat different (in its
mechanics) from slicing softer materials with a
blade.
The milling process removes material by performing many separate, small cuts. This is accomplished by using a cutter with many teeth, spinning the cutter at high speed, or advancing the material through the cutter slowly; most often it is some combination of these three approaches. The
speeds and feeds used are varied to suit a combination of variables. The speed at which the piece advances through the cutter is called
feed rate, or just
feed; it is most often measured in length of material per full revolution of the cutter.
There are two major classes of milling process:
- In face milling, the cutting action occurs primarily at the end corners of the milling cutter. Face milling is used to cut flat surfaces (faces) into the workpiece, or to cut flat-bottomed cavities.
- In peripheral milling, the cutting action occurs primarily along the circumference of the cutter, so that the cross section of the milled surface ends up receiving the shape of the cutter. In this case the blades of the cutter can be seen as scooping out material from the work piece. Peripheral milling is well suited to the cutting of deep slots, threads, and gear teeth.
Milling cuttersEdit
Many different types of cutting tools are used in the milling process. Milling cutters such as
endmills may have cutting surfaces across their entire end surface, so that they can be drilled into the workpiece (plunging). Milling cutters may also have extended cutting surfaces on their sides to allow for peripheral milling. Tools optimized for face milling tend to have only small cutters at their end corners.
The cutting surfaces of a milling cutter are generally made of a hard and temperature-resistant material, so that they
wear slowly. A low cost cutter may have surfaces made of
high speed steel. More expensive but slower-wearing materials include
cemented carbide. Thin film coatings may be applied to decrease friction or further increase hardness.
They are cutting tools typically used in milling machines or machining centres to perform milling operations (and occasionally in other machine tools). They remove material by their movement within the machine (e.g., a ball nose mill) or directly from the cutter's shape (e.g., a form tool such as a hobbing cutter).

A diagram of revolution ridges on a surface milled by the side of the cutter, showing the position of the cutter for each cutting pass and how it corresponds with the ridges (cutter rotation axis is perpendicular to image plane)
As material passes through the cutting area of a milling machine, the blades of the cutter take swarfs of material at regular intervals. Surfaces cut by the side of the cutter (as in peripheral milling) therefore always contain regular ridges. The distance between ridges and the height of the ridges depend on the feed rate, number of cutting surfaces, the cutter diameter.With a narrow cutter and rapid feed rate, these revolution ridges can be significant variations in the
surface finish.

Trochoidal marks, characteristic of face milling.
The face milling process can in principle produce very flat surfaces. However, in practice the result always shows visible
trochoidal marks following the motion of points on the cutter's end face. These
revolution marks give the characteristic
finish of a face milled surface. Revolution marks can have significant roughness depending on factors such as flatness of the cutter's end face and the degree of perpendicularity between the cutter's rotation axis and feed direction. Often a final pass with a slow feed rate is used to improve the surface finish after the bulk of the material has been removed.. In a precise face milling operation, the revolution marks will only be microscopic scratches due to imperfections in the cutting edge.
Gang millingEdit
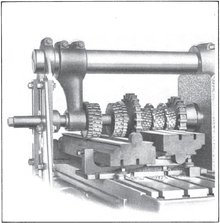
Heavy gang milling of milling machine tables
Gang milling refers to the use of two or more
milling cutters mounted on the same
arbor (that is, ganged) in a horizontal-milling setup. All of the
cutters may perform the same type of operation, or each cutter may perform a different type of operation. For example, if several workpieces need a slot, a flat surface, and an angular
groove, a good method to cut these (within a non-
CNC context) would be gang milling. All the completed workpieces would be the same, and milling time per piece would be minimized.
Gang milling was especially important before the
CNC era, because for duplicate part production, it was a substantial efficiency improvement over manual-milling one feature at an operation, then changing machines (or changing setup of the same machine) to cut the next op. Today,
CNC mills with automatic tool change and 4- or 5-axis control obviate gang-milling practice to a large extent.







Comments
Post a Comment